昨年夏ごろから、3Dプリンタを導入してます。
個人用のモノは随分手頃になってきていたし、精度もかなり良くなっているので、実用に耐えると判断しました。
で、買ったマシンはFLASHFORGEのADVENTURER3ってヤツです。
3Dプリンタには色々なタイプがあって、大きく分けると熱溶解積層方式(FFF/FDM…呼び方は違うけど基本的に同じ。FDMはストラタシス社の商標)と光造形(SLA)、粉体焼結積層(SLA)があります。
個人ユースで一般的なのはFDM(こっちの方が一般的な名前なのでFDMで統一します)と光造形。
光造形の方が滑らかな仕上がりになるので、模型をやってる人はこっちですね。FDMは光造形よりも強度が出せるけれど、積層方向には弱いので、そこは注意が必要です。
んで、自分の使い方は、主に切削品の仮合わせ用パーツの製作です。本チャンの削り物を発注する前に実物で確認するための部品ですね。
こんな感じで実車レイアウトを確認します。
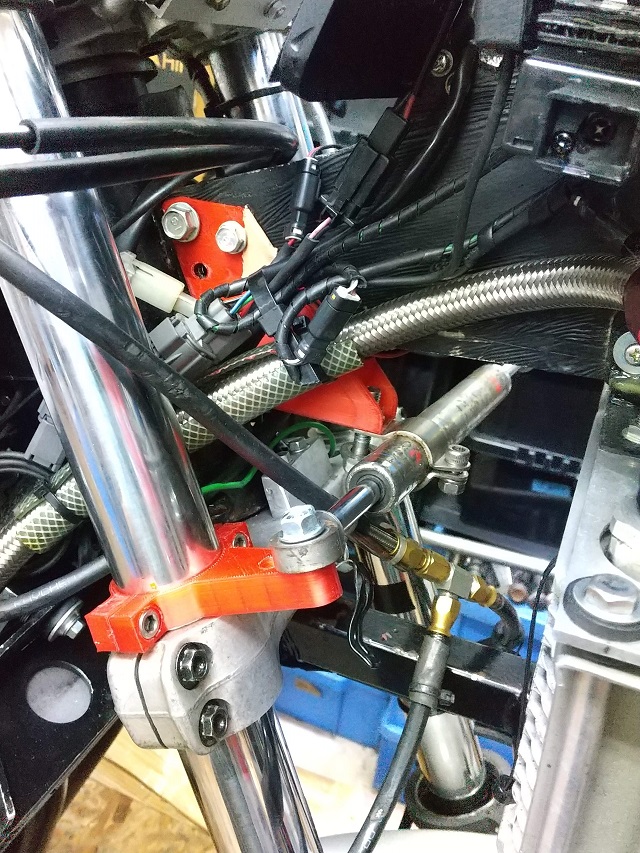
赤いのが3Dプリンタ製パーツです。材質はPLA。
これで確認した後に、CNC加工部品を発注し、出来上がったのがこんな感じ。

ステダンブラケット、ホイールカラー、ブレーキディスクアダプターです。
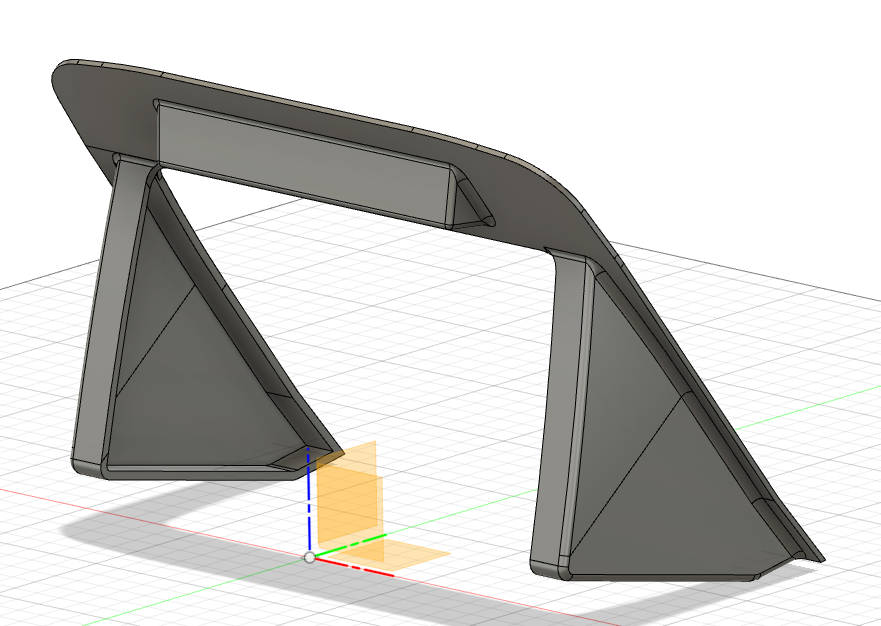
モデルはFusion360でモデリング。STEPで書き出してJLCPCBに発注しました。
仮付けしてみました。いい感じです。


んで、今トライしているのがCB900Fレーサー号の外装部品。
コレです。
ココに付きます。



付ける前はこんな感じ。


CB-Fっぽさが出たかな?自分ではいい感じだと思ってるんですが。
でもABS積層はなかなか難しく、まだ試行錯誤中です。
FDMの泣き所である積層方向の弱さがモロに出てしまっていて、少し力を入れただけでパキリと割れてしまいます。成形条件で変わるんだろうけど、どうしようかな、と悩んでいたところで、素晴らしいブログを見つけました。
先人のTry&Errorは有り難く使わせて頂きまして、早速再製作してみました。
要点は
・積層ピッチを0.05mm
・ヘッド温度は240℃
・ヘッド移動速度は遅く
・重点率は100%
・押出率を120%に
これでスライスするとエラーが出るけどそれは無視してプリント実行。
すると、こんな感じで出来ました。



右側が今回の設定。

同じく右側が今回の設定。
比較してみると、表面はかなり滑らかになってますね。それ以上に強度が全然違う。今までのモノは力を少し入れるとパキパキと割れそうな音がしていたんですが、今回のモノは大丈夫っぽい。これなら実用に耐えるかも?一応、保険でABS板の接着補強はするつもりですけど。
ただ、時間は掛かりますね。今回のモノで、22時間40分ほど掛かりました。まぁ、こればかりは仕方がない。
逆側とセンターも作って接着一体化+ABS板補強をこの後進めます。
3Dプリンタ、面白いですよ。